


Хөргөх нүхтэй карбидын саваа

![]() Нэг хөргөлтийн суваг бүхий карбидын саваа
Нэг хөргөлтийн суваг бүхий карбидын саваа
Энэхүү хоосон зай нь өндөр хурдтай хайчлах, өрөмдөх явцад нэмэгдсэн дулааныг хөргөх хөргөлтийн суваг шаардлагатай зарим CNC ир эсвэл өрөмдлөгт зориулагдсан болно. Стандарт үзүүлэлт ба хүлцлийн хүснэгтийг доороос үзнэ үү.
| Гадаад D (мм) | OD Tol. (Мм) | Дотоод нүх d (мм) | ID Тол. (Мм) | Нүхний төвийн хуваагдлын утга α | Урт (мм) | L Толь (мм) |
| 3.0 | +0.50/+0.30 | 0.5 | ± 0.10 | 0.10 | 330 | +1.5 |
| 4.0 | +0.50/+0.30 | 0.8 | ± 0.10 | 0.10 | 330 | +1.5 |
| 5.0 | +0.50/+0.30 | 0.8 | ± 0.10 | 0.13 | 330 | +1.5 |
| 6.0 | +0.50/+0.30 | 1.0 | ± 0.15 | 0.15 | 330 | +1.5 |
| 7.0 | +0.60/+0.30 | 1.0 | ± 0.15 | 0.15 | 330 | +1.5 |
| 8.0 | +0.60/+0.30 | 1.0 | ± 0.15 | 0.15 | 330 | +1.5 |
| 9.0 | +0.60/+0.30 | 1.4 | ± 0.15 | 0.20 | 330 | +1.5 |
| 10.0 | +0.60/+0.30 | 1.4 | ± 0.15 | 0.20 | 330 | +1.5 |
| 11.0 | +0.60/+0.30 | 1.4 | ± 0.15 | 0.28 | 330 | +1.5 |
| 12.0 | +0.60/+0.30 | 1.8 | ± 0.15 | 0.30 | 330 | +1.5 |
| 13.0 | +0.70/+0.30 | 1.8 | ± 0.15 | 0.34 | 330 | +1.5 |
| 14.0 | +0.70/+0.30 | 1.8 | ± 0.15 | 0.37 | 330 | +1.5 |
| 15.0 | +0.70/+0.30 | 2.0 | ± 0.20 | 0.40 | 330 | +1.5 |
| 16.0 | +0.70/+0.30 | 2.0 | ± 0.20 | 0.40 | 330 | +1.5 |
| 17.0 | +0.80/+0.30 | 2.0 | ± 0.20 | 0.47 | 330 | +1.5 |
| 18.0 | +0.80/+0.30 | 2.0 | ± 0.20 | 0.50 | 330 | +1.5 |
| 19.0 | +0.80/+0.30 | 2.0 | ± 0.20 | 0.50 | 330 | +1.5 |
| 20.0 | +0.80/+0.30 | 2.5 | ± 0.25 | 0.50 | 330 | +1.5 |
| 21.0 | +0.80/+0.30 | 2.5 | ± 0.25 | 0.50 | 330 | +1.5 |
| 22.0 | +0.80/+0.30 | 2.5 | ± 0.25 | 0.50 | 330 | +1.5 |
| 23.0 | +0.80/+0.30 | 3.0 | ± 0.25 | 0.50 | 330 | +1.5 |
| 24.0 | +0.80/+0.30 | 3.0 | ± 0.25 | 0.50 | 330 | +1.5 |
| 25.0 | +0.80/+0.30 | 3.0 | ± 0.25 | 0.50 | 330 | +1.5 |
| 26.0 | +0.80/+0.30 | 3.0 | ± 0.25 | 0.50 | 330 | +1.5 |
| 27.0 | +0.80/+0.30 | 3.0 | ± 0.25 | 0.50 | 330 | +1.5 |
| 28.0 | +0.80/+0.30 | 3.0 | ± 0.25 | 0.50 | 330 | +1.5 |
| 29.0 | +0.80/+0.30 | 3.0 | ± 0.25 | 0.50 | 330 | +1.5 |
| 30.0 | +0.80/+0.30 | 3.0 | ± 0.25 | 0.50 | 330 | +1.5 |
![]() Хоёр шулуун нүх бүхий карбидын саваа
Хоёр шулуун нүх бүхий карбидын саваа
Энэ хоосон зай нь ялангуяа өндөр хурдтай хайчлах эсвэл өрөмдөх явцад ихэссэн дулааныг хөргөх хөргөлтийн суваг шаардагдах зарим CNC ир эсвэл өрөмдлөгийн хувьд зориулагдсан болно. Стандарт үзүүлэлт ба хүлцлийн хүснэгтийг доороос үзнэ үү.
Стандарт давирхай
| Диа гаднаа. Ø (мм) | ОД Тол. (мм) | Дотоод d (мм) | ID Тол. (Мм) | Бариул хоорондын зай | Нүхний төвийн хуваагдлын утга α | Л мм | Тол. (мм) | |
| мм | Тол. (мм) | |||||||
| 6.0 | +0.50/+0.30 | 0.8 | ± 0.10 | 1.5 | ﹢ 0/-0.20 | 0.15 | 330 | +1.5 |
| 7.0 | +0.60/+0.30 | 0.8 | ± 0.10 | 1.5 | ﹢ 0/-0.20 | 0.15 | 330 | +1.5 |
| 8.0 | +0.60/+0.30 | 1.0 | ± 0.15 | 1.5 | ﹢ 0/-0.30 | 0.15 | 330 | +1.5 |
| 9.0 | +0.60/+0.30 | 1.0 | ± 0.15 | 2.6 | ﹢ 0/-0.30 | 0.20 | 330 | +1.5 |
| 10.0 | +0.60/+0.30 | 1.0 | ± 0.15 | 2.6 | ﹢ 0/-0.30 | 0.20 | 330 | +1.5 |
| 11.0 | +0.60/+0.30 | 1.2 | ± 0.15 | 3.6 | ﹢ 0/-0.30 | 0.28 | 330 | +1.5 |
| 12.0 | +0.60/+0.30 | 1.2 | ± 0.15 | 3.6 | ﹢ 0/-0.30 | 0.30 | 330 | +1.5 |
| 13.0 | +0.70/+0.30 | 1.2 | ± 0.15 | 3.6 | ﹢ 0/-0.30 | 0.34 | 330 | +1.5 |
| 14.0 | +0.70/+0.30 | 1.5 | ± 0.15 | 5.0 | ﹢ 0/-0.30 | 0.37 | 330 | +1.5 |
| 15.0 | +0.70/+0.30 | 1.5 | ± 0.15 | 5.0 | ﹢ 0/-0.30 | 0.40 | 330 | +1.5 |
| 16.0 | +0.70/+0.30 | 1.5 | ± 0.15 | 5.0 | ﹢ 0/-0.30 | 0.40 | 330 | +1.5 |
| 17.0 | +0.80/+0.30 | 2.0 | ± 0.20 | 6.2 | ﹢ 0/-0.30 | 0.47 | 330 | +1.5 |
| 18.0 | +0.80/+0.30 | 2.0 | ± 0.20 | 6.2 | ﹢ 0/-0.30 | 0.50 | 330 | +1.5 |
| 19.0 | +0.80/+0.30 | 2.0 | ± 0.20 | 6.2 | ﹢ 0/-0.30 | 0.50 | 330 | +1.5 |
| 20.0 | +0.80/+0.30 | 2.0 | ± 0.20 | 6.2 | ﹢ 0/-0.40 | 0.50 | 330 | +1.5 |
| 21.0 | +0.80/+0.30 | 2.0 | ± 0.20 | 6.2 | ﹢ 0/-0.40 | 0.50 | 330 | +1.5 |
| 22.0 | +0.80/+0.30 | 2.0 | ± 0.20 | 6.2 | ﹢ 0/-0.40 | 0.50 | 330 | +1.5 |
| 23.0 | +0.80/+0.30 | 2.0 | ± 0.20 | 7.5 | ﹢ 0/-0.40 | 0.50 | 330 | +1.5 |
| 24.0 | +0.80/+0.30 | 2.0 | ± 0.20 | 7.5 | ﹢ 0/-0.50 | 0.50 | 330 | +1.5 |
| 25.0 | +0.80/+0.30 | 2.0 | ± 0.20 | 7.5 | ﹢ 0/-0.50 | 0.50 | 330 | +1.5 |
| 26.0 | +0.80/+0.30 | 2.0 | ± 0.20 | 7.5 | ﹢ 0/-0.50 | 0.50 | 330 | +1.5 |
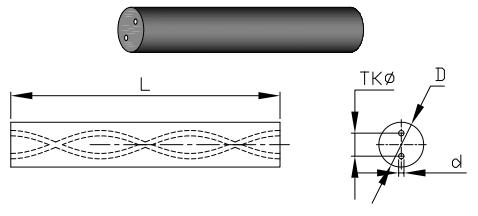
![]() Хоёр мушгиа нүхтэй карбидын саваа
Хоёр мушгиа нүхтэй карбидын саваа
Дугуй хэлбэрийн хөргөлтийн нүх нь манай бүтээгдэхүүний цувралын нэг шинэлэг зүйл бөгөөд доорх хэмжээг нарийвчлан харуулав.
| D (мм) | Д тол. | TK | Тк толь | нүх | Нүх толь. | Давирхай | L+1.0 |
| 3.3 | +0.7 | 1.60 | ± 0.10 | 0.40 | ± 0.10 | 16.32 | 310/330 |
| 3.8 | +0.7 | 1.80 | ± 0.10 | 0.50 | ± 0.10 | 19.04 | 310/330 |
| 4.3 | +0.7 | 2.10 | ± 0.10 | 0.60 | ± 0.10 | 21.77 | 310/330 |
| 4.8 | +0.7 | 2.25 | ± 0.15 | 0.70 | ± 0.10 | 24.49 | 310/330 |
| 5.3 | +0.7 | 2.40 | ± 0.20 | 0.70 | ± 0.10 | 27.21 | 310/330 |
| 5.8 | +0.7 | 2.40 | ± 0.20 | 0.70 | ± 0.10 | 29.93 | 310/330 |
| 6.3 | +0.7 | 2.40 | ± 0.20 | 0.70 | ± 0.10 | 32.65 | 310/330 |
| 6.8 | +0.7 | 3.30 | ± 0.20 | 1.00 | ± 0.15 | 35.37 | 310/330 |
| 7.3 | +0.7 | 3.50 | ± 0.20 | 1.00 | ± 0.15 | 38.09 | 310/330 |
| 7.8 | +0.7 | 3.80 | ± 0.20 | 1.00 | ± 0.15 | 40.81 | 310/330 |
| 8.3 | +0.7 | 3.80 | ± 0.20 | 1.00 | ± 0.15 | 43.53 | 310/330 |
| 8.8 | +0.7 | 4.20 | ± 0.30 | 1.00 | ± 0.15 | 46.25 | 310/330 |
| 9.3 | +0.7 | 4.50 | ± 0.30 | 1.40 | ± 0.15 | 48.97 | 310/330 |
| 9.8 | +0.7 | 4.50 | ± 0.30 | 1.40 | ± 0.15 | 51.69 | 310/330 |
| 10.3 | +0.7 | 4.50 | ± 0.30 | 1.40 | ± 0.15 | 54.41 | 310/330 |
| 10.8 | +0.7 | 4.50 | ± 0.30 | 1.40 | ± 0.15 | 57.13 | 310/330 |
| 11.3 | +0.7 | 4.90 | ± 0.40 | 1.40 | ± 0.15 | 59.86 | 310/330 |
| 11.8 | +0.7 | 5.40 | ± 0.40 | 1.40 | ± 0.15 | 62.58 | 310/330 |
| 12.3 | +0.7 | 5.85 | ± 0.40 | 1.40 | ± 0.15 | 65.3 | 310/330 |
| 12.8 | +0.7 | 5.85 | ± 0.40 | 1.75 | ± 0.20 | 68.02 | 310/330 |
| 13.3 | +0.8 | 6.10 | ± 0.40 | 1.75 | ± 0.20 | 70.74 | 310/330 |
| 13.8 | +0.8 | 6.40 | ± 0.40 | 1.75 | ± 0.20 | 73.46 | 310/330 |
| 14.3 | +0.8 | 6.70 | ± 0.40 | 1.75 | ± 0.20 | 76.18 | 310/330 |
| 14.8 | +0.8 | 7.00 | ± 0.40 | 1.75 | ± 0.20 | 78.9 | 310/330 |
| 15.3 | +0.8 | 7.30 | ± 0.40 | 1.75 | ± 0.20 | 81.62 | 310/330 |
| 15.8 | +0.8 | 7.60 | ± 0.40 | 1.75 | ± 0.20 | 84.34 | 310/330 |
| 16.3 | +0.8 | 7.90 | ± 0.40 | 1.75 | ± 0.20 | 87.06 | 310/330 |
| 16.8 | +0.8 | 8.20 | ± 0.40 | 1.75 | ± 0.20 | 89.78 | 310/330 |
| 17.3 | +0.8 | 8.50 | ± 0.40 | 1.75 | ± 0.20 | 92.5 | 310/330 |
| 17.8 | +0.8 | 8.80 | ± 0.40 | 1.75 | ± 0.20 | 95.22 | 310/330 |
| 18.8 | +0.8 | 9.35 | ± 0.40 | 2.00 | ± 0.25 | 100.67 | 310/330 |
| 19.3 | +0.8 | 9.70 | ± 0.40 | 2.00 | ± 0.25 | 103.39 | 310/330 |
| 19.8 | +0.8 | 9.75 | ± 0.50 | 2.00 | ± 0.25 | 106.11 | 310/330 |
| 20.3 | +0.8 | 9.90 | ± 0.50 | 2.00 | ± 0.25 | 108.83 | 310/330 |
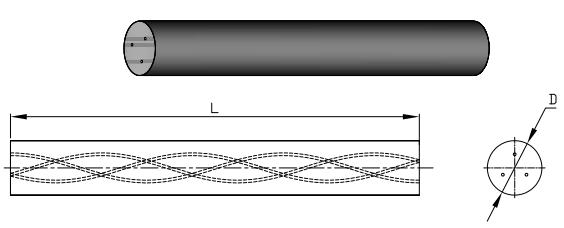
![]() Гурван мушгиа нүх бүхий карбидын саваа
Гурван мушгиа нүх бүхий карбидын саваа
Зарим тусгай нарийн тээрэм эсвэл өрөмдлөг хийхэд илүү сайн зүсэхийн тулд 3 мушгиа нүх хэрэгтэй тул бид энэ програмд зориулж карбидын саваа бэлдэцийг тусгайлан боловсруулдаг. Техникийн үзүүлэлтүүдийг дараах байдлаар нарийвчлан харуулав.
| Гадаад Д. (мм) |
ОД Тол. (мм) |
TK (мм) |
Толгойн зай. (мм) |
Өвөр Диа. (мм) |
ID (мм) |
Давирхай (мм) |
Пич Тол. (мм) |
|
| 6 | ﹢ 1.0/﹢ 0.6 | 2.75 | -0.4 | 0.7 | ± 0.10 | 32.7 | -0.7 | 0.62 |
| 8 | ﹢ 1.4/﹢ 0.7 | 3 | -0.4 | 1 | ± 0.15 | 43.53 | -0.86 | 0.89 |
| 10 | ﹢ 1.4/﹢ 0.7 | 5 | -0.6 | 1.4 | ± 0.15 | 54.41 | -1.08 | 1.12 |
| 12 | ﹢ 1.4/﹢ 0.7 | 6 | -0.6 | 1.4 | ± 0.15 | 65.3 | -1.3 | 1.33 |
| 14 | ﹢ 1.5/﹢ 0.7 | 7 | -0.8 | 1.75 | ± 0.20 | 76.18 | -1.51 | 1.56 |
| 16 | ﹢ 1.6/﹢ 0.7 | 8 | -0.8 | 1.75 | ± 0.20 | 87.06 | -1.73 | 1.78 |
| 18 | ﹢ 1.7/﹢ 0.7 | 9.55 | -0.8 | 2 | ± 0.25 | 97.95 | -1.95 | 2.00 |
| 20 | ﹢ 1.7/﹢ 0.7 | 10 | -1 | 2 | ± 0.25 | 108.83 | -2.16 | 2.22 |
| Урт: 330+0/+1.5 мм | ||||||||